Dyfuzory
Produkujemy pięć modeli dyfuzorów, z których każdy jest precyzyjnie dopasowany do konkretnego typu chłodni i wirnika. Dwuskorupowa konstrukcja minimalizuje ryzyko wibracji i zwiększa odporność na erozję materiału.
Na życzenie klienta wykonujemy dyfuzory w różnych systemach trudnopalnych — zgodnie z normami UE, ASTM oraz innymi standardami stosowanymi na rynkach międzynarodowych. Wszystkie komponenty pochodzą wyłącznie od europejskich dostawców.
Na życzenie klienta wykonujemy dyfuzory w różnych systemach trudnopalnych — zgodnie z normami UE, ASTM oraz innymi standardami stosowanymi na rynkach międzynarodowych. Wszystkie komponenty pochodzą wyłącznie od europejskich dostawców.

Dobór dyfuzora — kluczowy etap
Dobór niewłaściwego dyfuzora skutkuje zwiększonym poborem mocy, niższym odzyskiem ciśnienia oraz wyższymi kosztami modernizacji. Nasze dyfuzory są projektowane pod konkretne modele wirników i typy chłodni, co gwarantuje optymalne działanie całego systemu wentylatorowego.Zalety dyfuzorów z FRP
Konstrukcja dwupowłokowa zarówno powierzchnia zewnętrzna jak i wewnętrzna gładka

Każdy segment jest identyczny – łatwy montaż

Niska masa w stosunku do obudów wykonanych ze stali
Użebrowana powierzchnia zapewnia wysoką sztywność oraz zapobiega występowaniu drgań



Dyfuzor dwuskorupowy i dyfuzor jednoskorupowy


Gładka warstwa wewnętrzna dyfuzora dwuskorupowego

Dyfuzor dwuskorupowy i dyfuzor jednoskorupowy
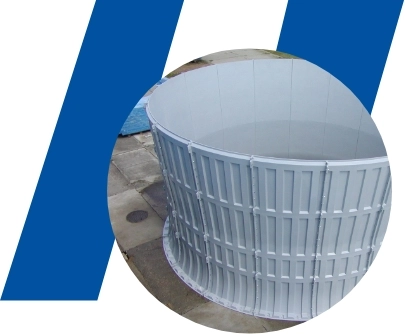
Obudowy wentylatorów są kolejnym kluczowym produktem oferowanym przez WENTECH. Zadaniem dyfuzora jest odpowiednie ukształtowanie przepływu powietrza przez wentylator, w celu uzyskania optymalnych parametrów przepływowych i zapewnieniu jak największej sprawności układu.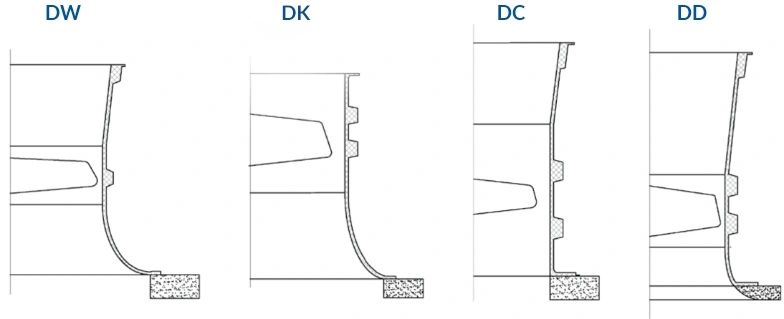
Przykładowe realizacje











Podstawowe parametry
- Wykonanie z kompozytów zbrojonych włóknem szklanym,
- Konstrukcja dwupowłokowa zarówno powierzchnia zewnętrzna jak i wewnętrzna gładka, zabezpieczona żelkotem odpornym na działanie promieniowania UV,
- Użebrowana powierzchnia zapewnia wysoką sztywność oraz zapobiega występowaniu drgań,
- Wysoka dokładność wykonania ułatwia centryczne umiejscowienie wirnika i uzyskanie optymalnej szczeliny nadłopatkowej,
- Konstrukcja segmentowa łatwy transport oraz szybki montaż zarówno na poziomie gruntu jak i na stropie chłodni,
- Niska masa w stosunku do obudów wykonanych ze stali,
- Części złączne ze stali nierdzewnej SS304,
- Standardowa temperatura pracy: -40°C do +65°C,
- Standardowy kolor RAL 7035 lub RAL 5015. Na żądanie dostępna pełna gama kolorystyczna RAL.
Wyposażenie opcjonalne
- Właz,
- Wizjer,
- Zestaw naprawczy,
- Mocowania ze stali nierdzewnej,
- Uchwyty do przenoszenia
Przykład wykonania akcesoriów dyfuzora


PROCES KONTROLI JAKOŚCI
Proces kontroli realizują trzy niezależne poziomy weryfikacji: operator produkcji, mistrz zmianowy oraz specjalista z Działu Kontroli Jakości. Aby element został dopuszczony do dalszego etapu, musi spełnić wszystkie kryteria — kilkadziesiąt punktów kontrolnych.Nie wszystkie niezgodności skutkują zatrzymaniem produktu, ale wszystkie są analizowane a decyzja o ich dopuszczeniu bądź naprawie jest podejmowana przez zespół specjalistów.
Sprawdzamy m.in.:
- powierzchnię elementu pod kątem zarysowań, pęcherzy, pęknięć,
- poprawność szlifowania, jakość warstw ochronnych,
- Przeprowadzamy kontrolę po procesie wygrzewania pod kątem ukrytych wad, które ujawniają się pod wpływem podwyższonej temperatury.
Ścisła kontrola na każdym etapie = powtarzalna jakość klasy premium.
Ścisła kontrola jakości = powtarzalna jakość premium


Etapy kontroli:
1. Kontrola na dziale produkcji ( podczas produkcji )
2. Kontrola na dziale produkcji ( po wyjęciu wyrobu z formy)
3. Kontrola na dziale szlifierni
4. Kontrola na Stanowisku zabezpieczenia krawędzi natarcia
5. Kontrola na dziale ekspedycji
Wykonanie
specjalne
Wykonanie do pracy w podwyższonej temperaturze otoczenia: do +120°C
Elementy piasty wirnika wykonane ze stali nierdzewnej gatunku SS304 lub SS316
Wykonanie wzmocnione dla ekstremalnie uciążliwych warunków pracy
Wykonanie samogasnące
Wykonanie kwasoodporne

Wykonanie antyelektrostatyczne


